
定期通信 第34号では、2017年6月1日(木曜日)午後、中央区立日本橋公会堂で開催されました平成29年度講演会にて、ご講演をいただきました2名の先生のお話を簡単にまとめたものを掲載させていただきます。
【 講演Ⅰ】
HACCPによる食品衛生管理の制度化の検討状況について(福島 和子 先生)
【 講演Ⅱ 】
HACCP導入の制度化にあたって~検証のための検査の役割と意義(豊福 肇 先生)
講演Ⅰ
HACCPによる食品衛生管理の制度化の検討状況について
福島 和子 (厚生労働省 医薬・食品局 生活衛生・食品安全部監視安全課 HACCP企画推進室)
食品の衛生管理へのHACCP(ハサップ:Hazard Analysis and Critical Control
Point)の導入については、平成5年に食品の国際規格を定めるコーデックス委員会(国際連合食糧農業機関(FAO)及び世界保健機関(WHO)により設置された国際的な政府間組織)において、ガイドラインが示されてから20年以上が経過し、先進国を中心に義務化が進められてきた。HACCPによる衛生管理は、我が国から輸出する食品にも要件とされるなど、今や国際標準となっている。
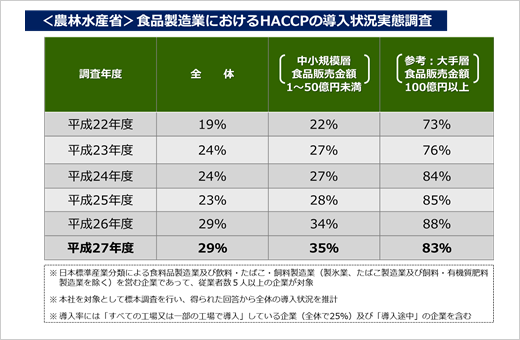
我が国のHACCPに関連する制度等としては、食品衛生法に基づく総合衛生管理製造過程承認制度や、HACCPによる衛生管理の基準、食品の製造過程の管理の高度化に関する臨時措置法、国の輸出認定の仕組み、民間認証の仕組み等がある。様々な施策によりHACCPの普及を図ってきたところであるが、大規模事業者を中心にHACCPの導入は進んできたものの、中小事業者については導入が伸び悩んでいる状況にある。(農林水産省の食品製造業におけるHACCPの導入状況実態調査:中小規模層(同1~50億円)では約35%にとどまっている。)
普及が進まなかった理由としては、
- 一般消費者のHACCPに対する理解が進んでいない
- HACCPの導入のメリットが感じられない
- HACCPによる衛生管理がこれまでの衛生管理とは全く異なる難しいもので、設備や施設に多大な投資をしなければ導入できないと認識されている
- コストが掛る
- 推進や指導・助言できる人材が不足している
等があり、その他にもいままでそれぞれの業種や地域の実情に合った形でのHACCPによる衛生管理の普及推進が図られてきた一方で、それらの要件の統一が図られてこなかったことにより、いったい何をどこまで実施すれば「HACCPに取り組んでいる」ことになるかということが分かりにくく、そのことがHACCPによる衛生管理の普及が進まない要因の一つにつながっている。
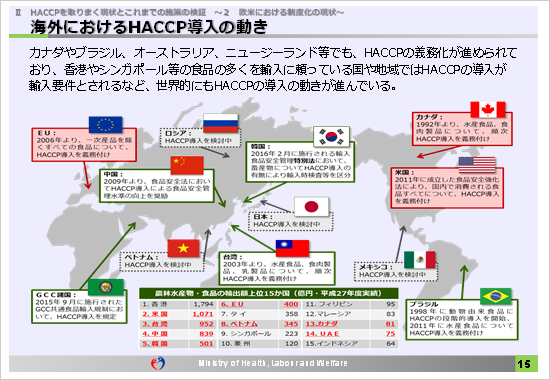
欧米における制度化の現状としては、EU(欧州連合)が2006年より、一次産品を除くすべての食品についてHACCP導入を義務付け、米国では2011年より成立した食品安全強化法により国内で消費される食品すべてについてHACCP導入を義務付けた。カナダやブラジル、オーストラリア、ニュージーランド等でも、HACCPの義務化が進められており、香港やシンガポール等の食品の多くを輸入に頼っている国や地域ではHACCPの導入が輸入要件とされるなど、世界的にもHACCP導入の動きが進んでいる。
このような状況を踏まえ、厚生労働省では、平成28年3月に「食品衛生管理の国際標準化に関する検討会」を立ち上げ、我が国におけるHACCPによる衛生管理の制度のあり方について約10ヶ月わたり検討を行った。この間、国内の現状分析や、業界団体からのヒアリング(第3回~第8回検討会で24業界団体から行った)、パブリックコメント等も実施し、それらの結果を踏まえ、12月に検討会としての最終とりまとめを公表したところである。
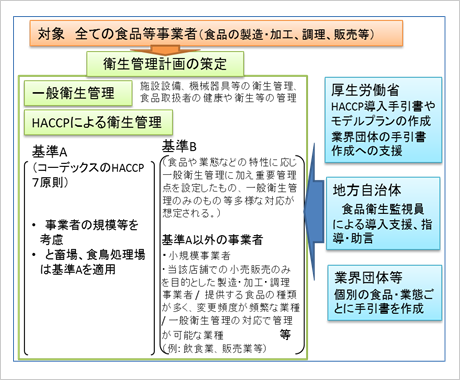
今後、厚生労働省では、この最終とりまとめの内容を踏まえ、製造・加工、調理、販売等を行う全ての食品等事業者(施設単位での適用が基本となる)を対象として、HACCPによる衛生管理を求める方向で、制度の詳細について検討を進めていくこととしている。具体的には、食品等事業者は、一般衛生管理とHACCPによる衛生管理のための計画を策定することとし、HACCPによる衛生管理の部分はついては、コーデックスのHACCPの7原則を要件とする基準A又はコーデックスHACCPの弾力的な運用を可能にするHACCPの考え方に基づく衛生管理を要件とする基準B(小規模事業者、一定の業種等を対象)へ適合することを求めることとなる。
都道府県の監視指導でも、HACCPによる衛生管理については、一般衛生管理とともに食品等事業者が厳守しなければならない衛生管理の基準として位置づけ監視が行われることとなる。
また、総合衛生管理製造過程承認制度は全ての食品事業者にHACCPによる衛生管理を義務付ける場合には、その役割を終えることから廃止となる。(食品衛生法第11条第1項の規格基準によらない製造加工過程に対する承認については、引き続き承認の仕組みを継続する)。
民間認証(ISO22000、FSSC22000、JFS等)は要求するコーデックスHACCPと同等の要件であることから、監視指導の効率化や事業者の負担軽減を図ることから十分配慮される。
制度化に向けた今後の課題として・現場での理解促進と認識の共有・人材育成・基準Bの対応(手引書作成)・国、地方自治体の役割・食品衛生法の許可業種(HACCP制度化の対象事業者を把握するための仕組み)・食品の輸出入・準備期間(十分な準備期間を設ける。)・ツールの作成(消費者にもわかりやすく伝えるツール)が考えられる。
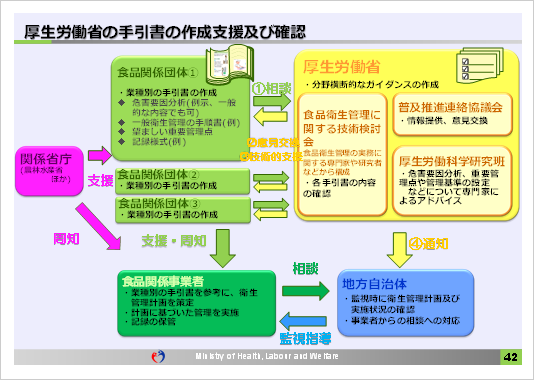
また、食品等事業者団体に対しては「食品等事業者団体による衛生管理計画手引書策定のためのガイダンス(第1版)」(平成29年3月17日付け生食監発0317第2号 厚生労働省医薬・生活衛生局生活衛生・食品安全部監視安全課長通知)を踏まえ、基準Aまたは基準Bへの対応のための手引書を策定することを推奨しており、これにより個々の事業者の負担軽減を図るとともに、厚生労働省においては、事業者団体による手引書策定に対して技術的な支援を行うほか、厚労省内に設置した技術検討会において確認を行った手引書を全国の地方自治体に通知し、制度の統一的な運用に資することとしている。このように、制度化の検討にあたっては、小規模事業者等の実効性にも十分配慮しながら、業界団体や地方自治体など各方面の関係者と連携・調整しながら進めることとしている。
講演Ⅱ
HACCP導入の制度化にあたって~検証のための検査の役割と意義
豊福 肇 (山口大学 共同獣医学部 病態制御学講座 教授)
検証とはコーデックスのガイドラインでは「管理措置が意図したとおりに管理されているかどうかを判断するために行われる、モニタリングに加えて実施される方法、手続き、試験検査及びその他の評価」と定義されている。検証(verification)はHACCPプランの通りに実施されているかの確認であり、CCPのモニタリング記録の確認、モニタリングに用いられる測定装置の校正(calibration)、モニタリング担当者の作業の目視確認、工程の中間(例えば加熱)または製品の検査等が含まれる。
1) ロット毎の検査
ロット毎の検査の目的はそのバッチに関する情報がないときに製品を検査して安全性を確認することである。食品安全システムにおいてはロット全体について予防的管理が実施され、それがモニタリングで確認することから、このタイプの検査は必要ない。ロット毎の検査の限界は、汚染率が低い場合には、検査に大量のサンプルが必要になり、コストが大きくなり、検査の効果は著しく低下することである。また、リアルタイムに結果が得られないため、消費期限の短い生鮮食品では有用ではない。
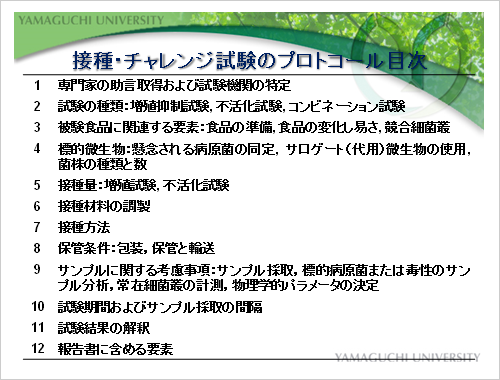
2) 妥当性確認のための検査(チャレンジ試験)
通常、すでに科学的に確立している工程、単一のパラメータで懸念される対象微生物を管理できることが文献や予測モデルで確認できる場合にはチャレンジ試験は不要である。しかし、複数のハードルを用いて対象微生物の増殖をコントロールまたは死滅させる場合にはチャレンジ試験は必要である。米国のNACMAF(National Advisory Committee on Microbiological Criteria for Food)では代用微生物の接種、チャレンジ試験のプロトコルをとりまとめ、公表している。(目次は下表参照)
3) 工程管理検証検査
検証試験の目的はロット毎の検査とは異なり、そのロットの安全性を証明するのではなく、予防的管理が意図したとおりに機能していることを実証することに焦点を絞る。これは、各々のロットに特化、集中して検査を行うロット毎の検査ではなく、一定期間内に種々のロットからランダムに限定された数の検査を行う“cross-lot”検査で達成される。ある特定のロットが安全であると証明するのに比べ、工程がもはや管理下にないことを判断するほうが比較的容易で、かつ費用もかからない。
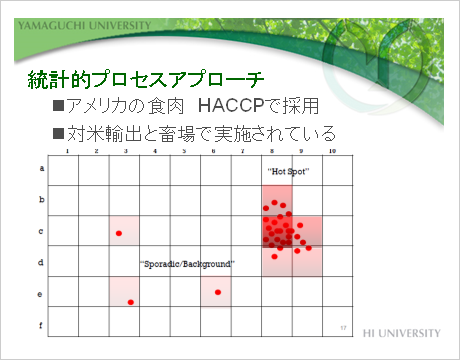
食品安全システムのパフォーマンスを検証するためにデザインされた微生物検査において、システムが実際にコントロールされていても、たまに陽性結果がでることがある。検証検査プログラムをデザインするときは、システムが意図したとおりに機能していたとしても、不適合値が出る頻度を設定する必要があり、パフォーマンスとそのバラつきを確立する必要がある。
下図は米国のと畜場で行われているHACCPの検証のためのgeneric E.coliによる微生物検査による検証の概念図である。稀に発生する高濃度汚染(図ではhot spot)を検出するために、決められた頻度(例えば300頭に1頭)サンプルをとり、検査する。米国の場合は、ベースライン調査結果に基づき基準、すなわち、n(サンプル数)=82,そのうち1回までは検出されても許容される)を設定している。
4) 環境検査
食品事業者及び規制機関が通常用いている3つめのタイプの微生物検査である。環境モニタリング検査は、衛生管理プログラム及び関連する前提条件プログラム(PRP)の効果を評価するため、定期的にサンプルを採取する検証試験の形で実施される。通常、食品接触表面の環境検査は指標菌を用いて行われる。FSMAにおいては、環境検査がCCPのモニタリングと同等の“sanitation control point”として捉えることもある。
5)原材料検査
サプライヤーが提供した分析証明書の情報を検証する目的で行われる
6) 調査のための検査及び修正措置の検証としての検査
予測されない(よくない)微生物検査の結果の原因及びその根本原因を調査する上で微生物検査は非常に効果的なツールである。例えば、工程の検証検査で予想したよりも高い生菌数が検出された場合、または最終製品から望まない、期待されない微生物が検出された場合、ターゲットを絞った微生物検査はa)予測されない微生物の汚染源を調査し、b)それを修正する措置が成功し、汚染源を排除したことを検証するために用いることができる。
まとめ
最終製品検査は製品工程の最後での管理措置と考えられることがあるが、食品の安全性の状態について非常に限られた情報しか提供しない。従って効果的なPRP/HACCPを実施することにより、予防的管理でハザードをコントロールすることに多くの努力と注意を払うべきである。微生物規格と微生物検査は重要な食品安全コントロールシステムの効果を検証するためのツールであり、また、食品安全コントロールシステムの一部であり、科学技術及び統計学に基き実施されるべきである。正しい計画された検査により、食品安全コントロールシステムのなかで、意図されたとおりに必要なデータを得ることができる。